|

นี่คือ roller mould หุ้มปลอกเพลา ที่เราจะทำการถอดกัน น้ำหนัก roller 3 ton
|

ตัวเพลามีน้ำหนัก 15 ตันครับ สรุป ทั้งเพลา ทั้งปลอก 18 ตัน
|
|

เพลาเมื่อตอนถอดออกมาจากเครื่องขึ้นรูป
|

มันใหญ่และหนักมาก แค่ยกออกมาก็แทบตายกันแระ
|
|

ถอดเพลาลงมาแล้วก็ทำการถอด bearing ออกไปซะ
|

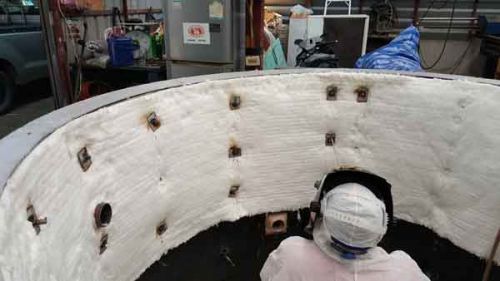
นี่คือตำแหน่งเพลาที่ roller mould จะต้องไหลหลุดลงมาด้วยความร้อน
|
|

โจทย์ที่ได้มาคือ ทำเตาอบ 150 องศา ผมก็ออกแบบ Oven เลยครับ
|

กะว่างานนี้กินหมูมากๆ เพระามันไม่มีอะไรยากเลย แค่ทำเตา ใส่หัวเผา ความร้อนแค่ 150 C
|
 |
 |
|
.jpg)
งานนี้เรียกว่า ทำเล่นๆได้เลย ไม่ยาก
|

สร้าง body แล้วใส่หัวเผา ventury
|
 |
 |
|
บุฉนวนทนความร้อน เซรามิคไฟเบอร์ 1260 C เข้าไป
|

เสร็จงาน ทาสี
|
 |
 |
|

ทุกอย่างดูง่ายดาย และ ราบรื่นไปหมด ส่งสินค้าให้ลูกค้าละ
|
|
 |
 |
|

หลังจากส่งงานไปแล้ว 2-3 วันลูกค้าก็โทรมาหา บอกว่า แย่ละ จะเผาเอาปลอกออก
|

ฝรั่งที่เป็น Supervisor บอกให้ หาหัวเผา มาทำการเผาเลย ไม่ต้องใช้ Oven
|
|

Oven เค้าจะให้ไว้ใช้ตอนใส่เพลา แต่ตอนนี้จะเอาปลอกเก่าให้ออกจากเพลาก่อน ก็แค่เผามันก็จะหลุด
|
.jpg)
ผมก็ต้องทำตาม Supervisor แต่ในใจคิด มันจะออกหรือวะเนี่ย ก็ถอดหัวเผาที่มีทั้งหมด มาลองเผา
|
|

สรุปไม่สำเร็จครับ ความร้อน Heat input ที่ให้กับ roller mould ไม่เพียงพอ ต่อให้มีหัวเผามากกว่านี้
|

เผายังไงก็คงไม่สำเร็จ เพระว่าความร้อนไม่ได้เก็บ ลอยสู่อากาศหมด แต่เค้าบอกให้ทำตาม ก็ต้องตาม
|
|

สรุปคือ ยอมแพ้ครับ เลิกกันตอนตี 2 เพราะทำยังไงความร้อนก็ไม่เพียงพอในการถอดเพลา
|

ผมเลยกลับไปเตรียมแผนมาใหม่ ครานี้รู้ความต้องการของลักษณะงานแระ รุ่งขึ้นก็จัดแจงเตรียมหัวเผา Force Draught high Speed burner มาเลยคับ จำนวน 6 หัว 720 KW/hr
|
|

ventury Burner มันไม่ใช่ละงานนี้ เพราะconceptคือการป้อน Heat input ในปริมาณมากๆ และเวลาสั้นๆ
|

ดังนั้น Ventury burner ไม่เหมาะกับลักษณะงานประเภทนี้ จัดไป High speed burner รอบชิ้นงาน
|
 |
 |
|

เตาพร้อม หัวเผาพร้อม จัดวางบนแท่นได้
|

ทำการทดลองจุดหัวเผา ปรับเปลว Emission ให้สันดาปสมบูรณ์ จะได้เปลวสี ฟ้า ขาว แรงโคตรๆ
|
 |
 |
|

เปลวไฟนิ่ง แรงจัด
|

หย่อนชิ้นงานลงไปเพื่อเข้าเผา
|
 |
 หย่อนชิ้นงานลงไปเพื่อเข้าเผา หย่อนชิ้นงานลงไปเพื่อเข้าเผา |
|

ดูเหมือนจะดีนะ แต่เชื่อไหม ไม่สำเร็จครับ
|

ทุกอย่างดูดี เตรียมการมาดี แต่ไม่สำเร็จครับ
|
|

ทายซิครับ ทำไมไม่สำเร็จ
|

เอาไม่ออกครับ เผายังไงก็ไม่ออก เผามา ชมกว่าละ ไม่ออกครับ
|
|

ยกเตามาเก็บก่อนละคับ ตี1 ละ เลิกครับ ไม่สำเร็จ
|

ผมรุ้ว่าทำไม ผมไม่ได้อยากทำแบบนี้แต่แรกแล้ว เพราะผิดหลักวิชาการของผม
|
|

รุ่งขึ้นผมกลับมาใหม่ มาทำการแก้ตำหน่งหัวเผาครับ กล่าวคือ ฝรั่งให้ยิงความร้อนตรงๆใส่ชิ้นงาน
|

แต่ชิ้นงานมันจะรับความร้อนเป็นจุด ทำให้ไม่ทั้วถึงทั้งลูกครับ ต้องวางมุมเอียง เลียผนัง ให้เกิด Turbulance ภายในเตาครับ ให้ไฟวิ่งรอบชิ้นงาน แต่ชิ้นงานอยู่เฉยๆ
|
|

แบบนี้ครับ ตำแหน่งผัวเผาแบบไม่ยิงตรงใส่ชิ้นงาน นี่คือหลักการความร้อนที่ถูกต้อง
|

เอาใหม่ครับ คืนที่ 3 แล้ว จับมันหย่อนลงไปใหม่ โดยเปลี่ยน direction ของความร้อนละคับ
|
|

เริ่มจุดหัวเผาละคับ
|

เอาแบบลูกทุ่งเลย ไฟล่อ เนื่องจากไม่มีเวลาเลยที่จะทำให้มันดีๆครบๆทั้งระบบ
|
|

จุดให้ครบทั้ง6 หัว
|

2 นาทีเตาเริ่มสะสมพลังงานความร้อน เป็น 350องศา
|
|

5 นาทีผ่านไป สะสมพลังงานความร้อนเป็น 700องศา
|

6 นาทีขึ้นเป็น 800องศา ฝรั่งเดินมาถามผม mr. charlie เอาไงจะเผาต่อไปถึงอุณหภูมฺิเท่่าไร
|
|

ยังไม่ทันจะตอบ เพราะในใจกะว่า จะกดไปถึง 1000 องศาเลย สรุป มันร่วงมาแล้วคับ ทุกคนดีใจกันใหญ่
|

Roller mould หลุดออกจากเพลาที่ความร้อน 850 องศา หลังจากเผาไปแค่ 9 นาที เสียงเฮดังลั่นโรงงาน
|
|

นี่คือเพลาทีี่ชักออกมาได้
|

นี่คือปลอก Roller Mouldที่คาอยู่ในเตา นี่แหละเค้าเรียก Shrink Fit
|
|

ดีใจนะ แต่นั่งประชุมวางแผนกันต่อเลย ตี 3 ละ
|

รุ่งึ้นมาดูปลอกเพลาที่โดนเผา เอาไปทิ้งได้เลยคับ 3 ตัน
|
 จบละสำหรับการถอด จบละสำหรับการถอด |
 |
|

ตอนนี้มาถึง ขั้นตอนของการใส่ New Roller Mould ละคับ เอาของใหม่ใส่เข้าไป
|

ตามสไตล์ผม งานจะเสร็จ จะจบ ขี่มอไซค์ไปดูงานตอนจบ ด้วยอารมภ์สุขสบายใจ
|
|

เริ่มจุดหัวเผา แค่ 2 หัวครับ เอา 250 C ในระยะเวลา 10 hr ไม่ต้องรีบ
|

เราจะค่อยๆเผา ให้ความร้อนเข้าไปในเนื้อเหล็กทั้งอณูของมัน เร่งไม่ได้ ใช้ TIME ครับ
|
|

พอปลอกใหม่ขยายตัวแล้ว ก็ทำการหย่อนเพลาเข้าใส่ เรียบร้อยครับ กับเพลาที่ประกอบเข้าไปเสร็จละ
|

ทุกอย่าง perfect ชิ้นงานไม่ได้รับความร้อนมากเกินไป ฝรั่ง happy
|
 |
 |
 |
 |
 |
จบงานละครับ
Shrink Fit Assembly
|

 บุคคลทั่วไป 10 คน
บุคคลทั่วไป 10 คน


